Case Study
Case Study: Multi-Function POS Enclosure Mold
A complex enclosure program where gate marks, parting-line mismatch, lifter clearance, local overheating, warpage, and thin-wall strength all had to be controlled together.
A complex enclosure program where gate marks, parting-line mismatch, lifter clearance, local overheating, warpage, and thin-wall strength all had to be controlled together.
The client wanted a multi-function POS terminal enclosure with high cosmetic quality, tight assembly consistency, and stronger long-term mold reliability. This was not just an appearance project. It was a tooling quality project across multiple connected dimensions.
Engineers usually want a faster scan of the technical baseline before reading the full case narrative.
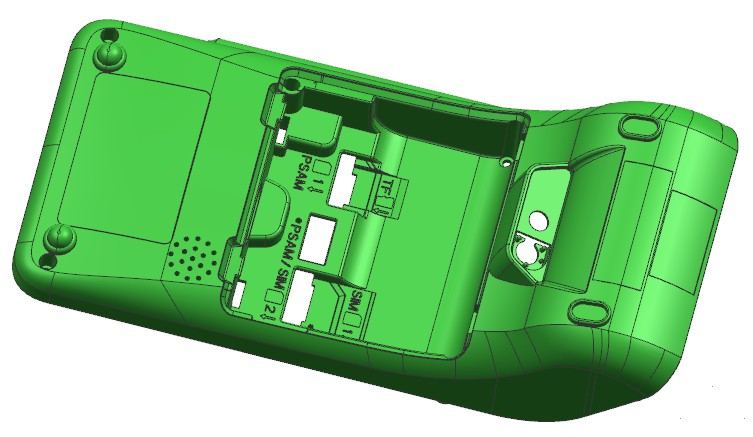
ABS+PC for a feature-rich POS terminal enclosure.
Multi-function POS terminal enclosure with cosmetic and assembly requirements.
Gate marks, parting-line mismatch, local overheating, warpage, and thin-wall fill risk.
Locked co-polishing, BeCu inserts, CAD clearance correction, and thermal balance control.
This project demonstrated how tooling quality needs to be controlled as a connected engineering system, not as six isolated fixes.
Appearance quality required the final enclosure to remain free from visible gate influence in customer-facing areas.
Even a small visible gate defect would reduce the visual quality of the device housing and weaken downstream product presentation.
We optimized the pinpoint gate system to reduce visible gate influence while maintaining stable filling performance.
The enclosure included appearance-critical surfaces and slider interfaces where visible mismatch would be unacceptable.
Parting-line mismatch on an enclosure housing is immediately visible and often interpreted by buyers as low tooling quality.
We used a locked co-polishing approach for appearance-critical surfaces and slider interfaces to eliminate parting-line mismatch risk.
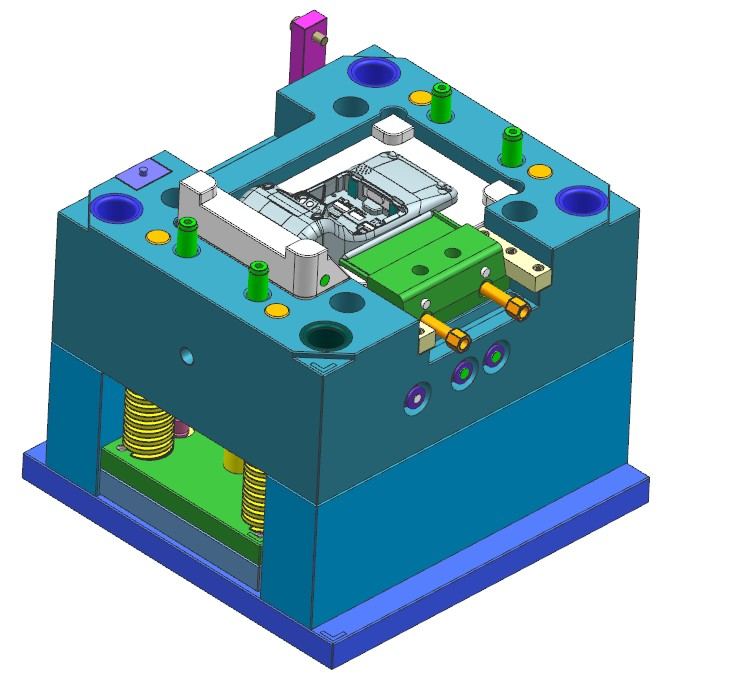
The geometry required lifter-supported release through a challenging angled-hole region.
If lifter clearance issues are not resolved before steel cut, T0 debugging time increases and mechanism reliability becomes harder to stabilize.
A lifter-rib clearance issue was identified during early DFM and corrected in CAD before steel cut, reducing T0 debugging time.
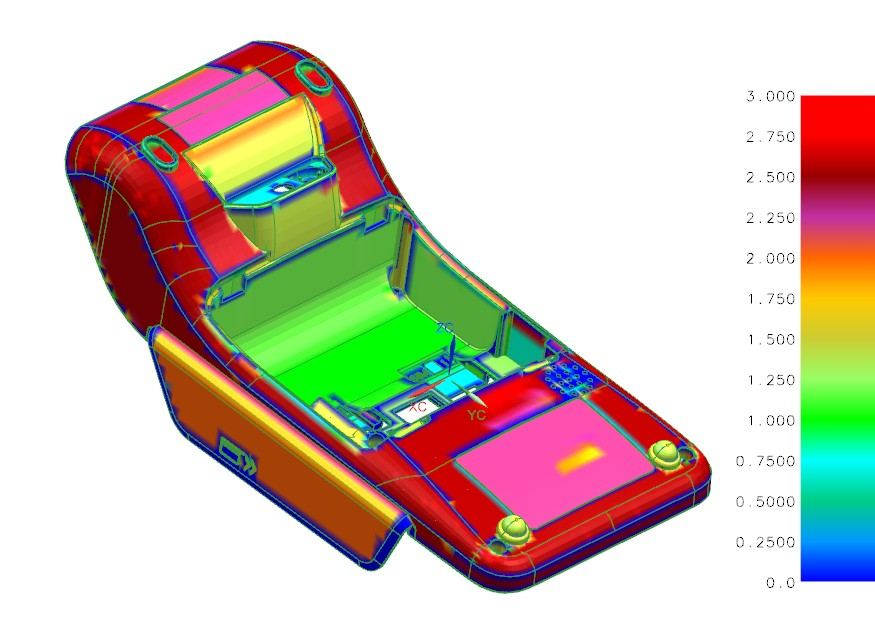
Certain local zones were prone to thermal concentration because of geometry and mass distribution.
Local hot spots would increase warpage risk, reduce dimensional stability, and create inconsistent cycle behavior.
We integrated BeCu (Beryllium Copper) inserts combined with multiple independent cooling circuits to manage local hot spots.
The enclosure required stronger thermal balance across the cavity to hold shape and assembly consistency.
Warpage would directly affect enclosure fit, downstream assembly stability, and the perceived quality of the final device.
Multiple independent cooling circuits were applied to improve thermal balance and reduce deformation risk during production.
Thin-wall zones still needed long-term structural reliability without compromising manufacturability.
If thin-wall areas are treated only as a filling problem, long-term durability and stability in sensitive zones may be weakened.
We applied high-toughness steel inserts in structurally sensitive areas to improve durability while protecting tooling reliability.
This project showed Jeancen’s ability to manage cosmetic, dimensional, thermal, and mechanism-related tooling risks in one enclosure program instead of solving them one by one after problems appear.
If your project involves appearance requirements, hidden gate constraints, lifter clearance issues, local hot spots, or thermal balance concerns, we can help review the tooling logic before those risks become more expensive.
This POS enclosure is just one example of how we control quality across 6 tooling dimensions. Read the full engineering breakdown on our main site.
Please include: