Technical Note
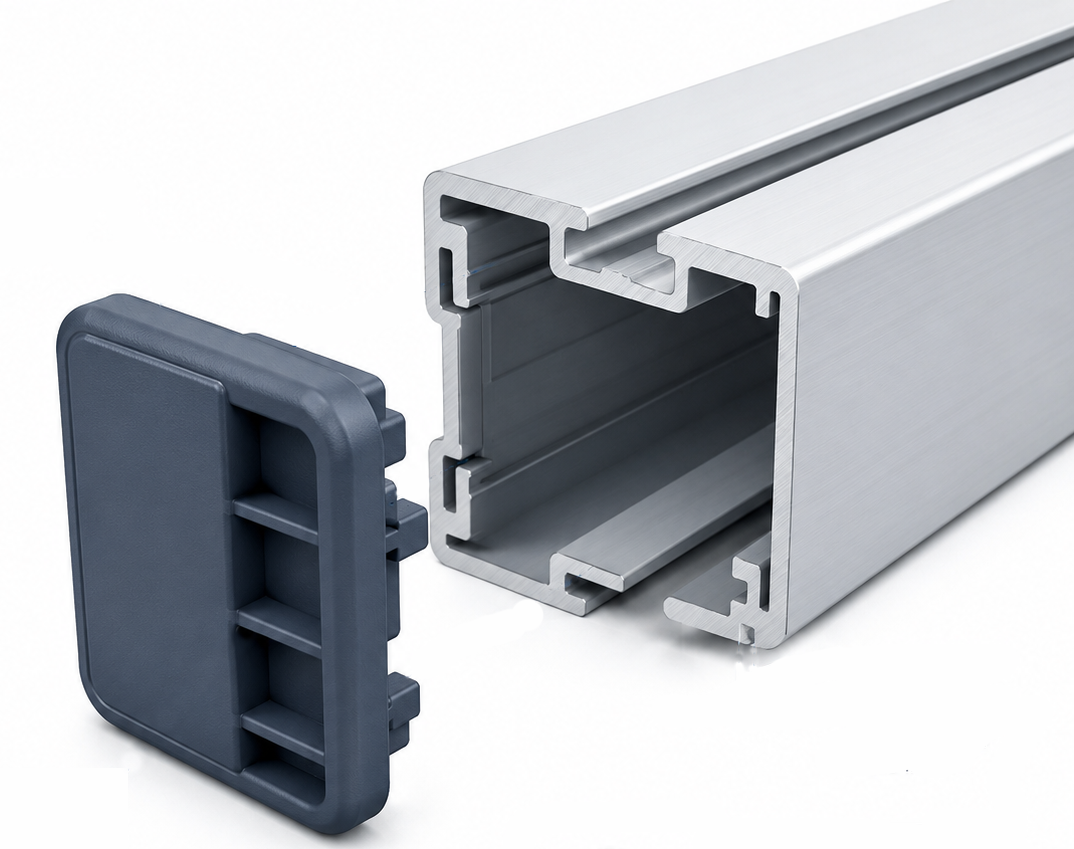
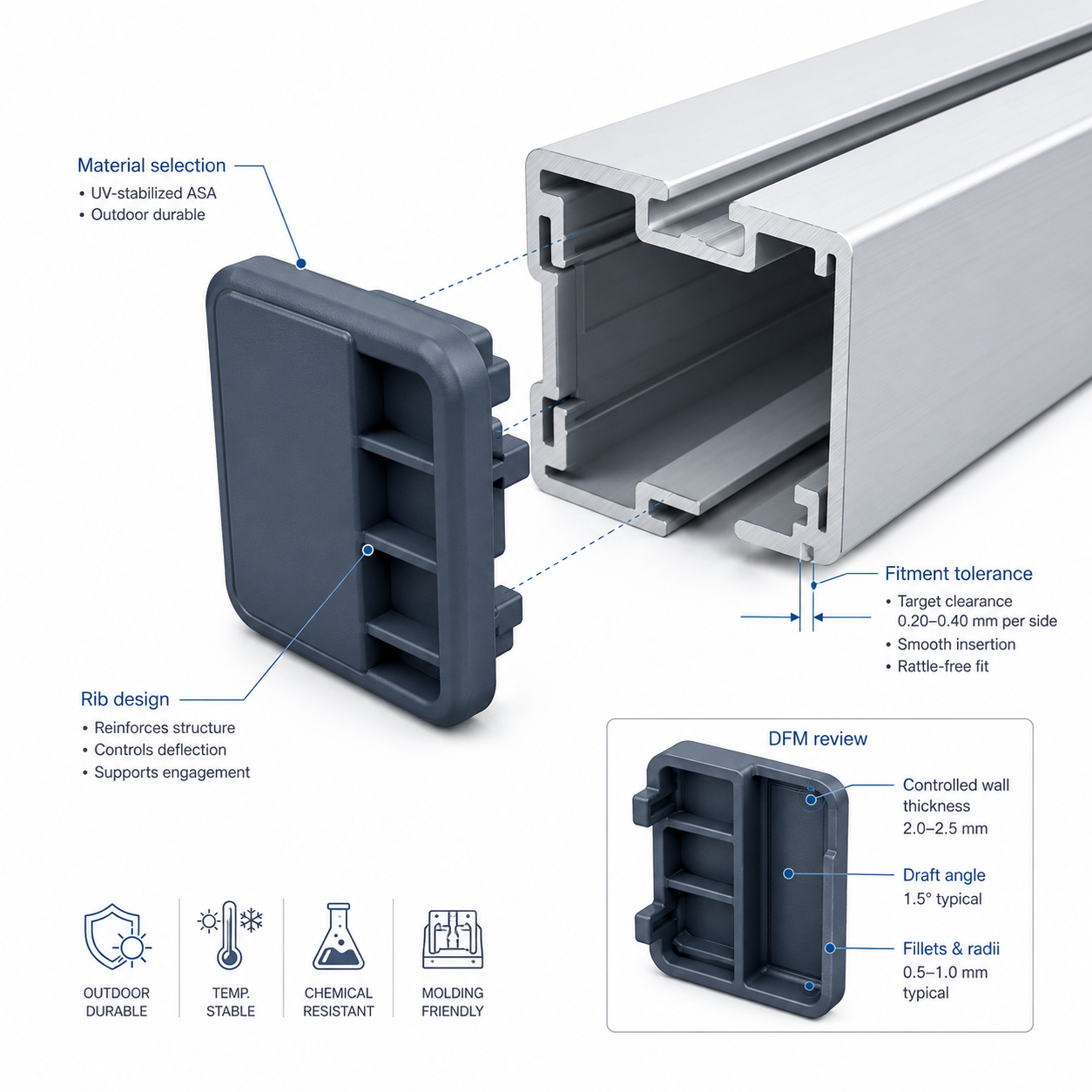
Outdoor Plastic End Caps: Material Selection & DFM Review Before Tooling
Outdoor plastic end caps may look simple, but fitment, material behavior, wall thickness, grip ribs, ejection safety, and mold-safe adjustment can strongly affect installation and long-term performance.